濟寧山一重工機械有限公司
Jining Shanyi Heavy Industry Machinery Co., Ltd
咨詢服務熱線:
15588758615
Jining Shanyi Heavy Industry Machinery Co., Ltd
15588758615
Product classification

礦用鋼帶成型機
一,、設備名稱:鋼帶成型機
二,、規(guī)格型號:KW 型
三、設備主要技術參數
| 序號 | 基本參數 | 備注 | |
| 1 | 壓平輥 | φ110圓鋼 | 45#調質加工 |
| 2 | 最大進板寬度 | 400mm | 150-400 |
| 3 | 適用材料厚度 | 2.0-6.0mm | 厚度可調 |
| 4 | 調節(jié)方式 | 四位調節(jié) | 手動調節(jié) |
| 5 | 開平 | 5軸 | 5軸,、上三下二,、高頻硬度HRC45-50度 |
| 6 | 整平調節(jié)方式 | 手動調節(jié) | 手動調節(jié)開平軸以達到帶鋼平整 |
| 7 | 輪子材質 | Cr12 | 車床加工淬火精車 |
| 8 | 軸 | φ85圓鋼 | 45#調質 車床加工調質精車 |
| 9 | 機架 | 400H鋼 | 焊接加工 |
| 10 | 設備動力 | 33kW | 三臺11kw-6電機 |
| 11 | 液壓動力 | 11kW | 油箱容量160升 |
| 12 | 立板厚度 | 25mm | 銑床鉆床加工 |
| 13 | 傳動方式 | 鏈條 | 1.6寸雙排 |
| 14 | 成型速度 | 5-9M/min | 通過變頻器調節(jié)速度 |
| 15 | 成型調直 | 上下 | 手動調節(jié)兩道調直軸 |
| 17 | 切斷沖孔方式 | 液壓 | 工業(yè)plc數控控制 |
| 18 | 刀片材質 | Cr12 | 淬火-磨床-線切割 |
四、設備生產工藝
設備據有合理的冷彎成型,、先進的全數控不停機成型及工業(yè)PLC控制功能,,有科學的材料處理手段,能一次性將卷鋼板調平并加工成符合標準要求的礦用W型,、M型鋼帶,。
具體生產工藝要求:開卷—送料—校平—冷軋成型—沖孔—切斷—出料。
五,、設備性能和功能要求
該設備配備生產W型,、M型鋼帶所需的壓輪、模具,、切刀等,,實現對W型、M型鋼帶系列規(guī)格產品制作,,滿足總寬度400mm,、厚度2-6mm 規(guī)格鋼帶加工,進料處設有上下進料平輥,,內部設有調平機構,、導向機構,保證卷料校平和進料端正,。冷軋成型輪位置可調,,保證鋼帶內部凹槽尺寸和產品多規(guī)格制作,。按照鋼帶眼孔要求,配置適合的沖模和切刀,,以保證眼孔加工和切斷,。對其主要部件功能要求如下:
設備應由傳動、壓型,、液壓,、電氣程控等部分組成,包含開卷,、送料,、調平、校正,、成型,、沖孔、切斷,、出成品等工序,。
配套T型鋼帶切刀和沖孔模具可以裝在油壓機上來回切換使用。
鋼帶機生產出的產品能夠滿足以下要求:
1.開卷機構
開卷機構采用自動液壓撐開式,,且具備氣動壓卷裝置,,要求開卷機構能承載鋼卷并在送料輥的拉動下將鋼卷展開,。機器安裝時將其安裝于距送料機構5-6米的位置,,開卷機構放料架應能承受重量不小于9T。
2.送料機構
送料機構由上,、下平輥組成,,當卷板頭部送入兩輥間,應保證鋼板可在兩輥的壓緊滾動下前進,。
3.調平機構
在送料輥的前邊上下設有不少于5個輥輪作為調平輥,。下面兩輥位置固定,上面三輥可上下調整以達到將鋼板調平的目的,,上,、下輥間距調到適當位置后,應設置有鎖緊螺母可將調整螺栓鎖緊,。
4.導向機構
在送料輥與調平機構的中間,,裝有一套導向輥。并配置調整螺栓,,調整左,、或右面的調整螺絲可使鋼帶向右或向左移動,以達到調整鋼板左右位置的目的,,可滿足寬度150-400mm鋼帶的對中調整,。
5.冷軋成型機構
冷軋成型機構應由十五組軋輥組成外加兩組調整輥,,要求成型軋輥由特種鋼鉻12制成,硬度高,,耐磨性好,,使用壽命長質保五年。軋輥必須設置可調節(jié)橫肋凸輪,,調節(jié)緊固方便,、牢固,并能滿足使用方需求形態(tài)規(guī)格,。
6.鋼帶的沖孔與切斷機構
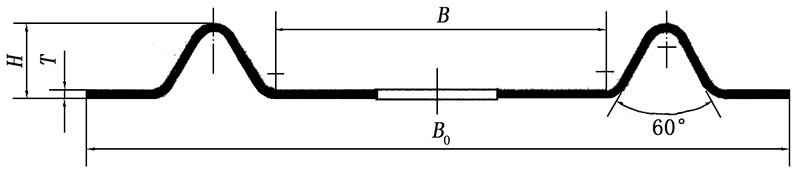
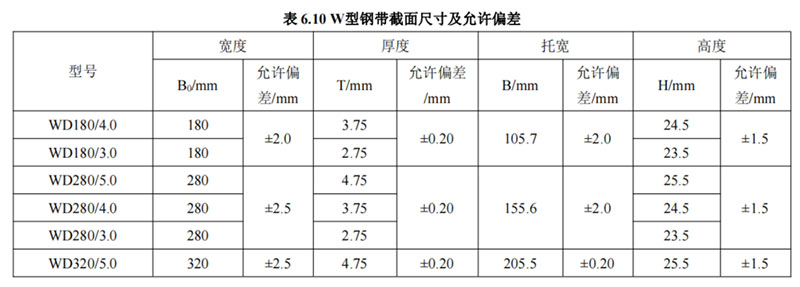
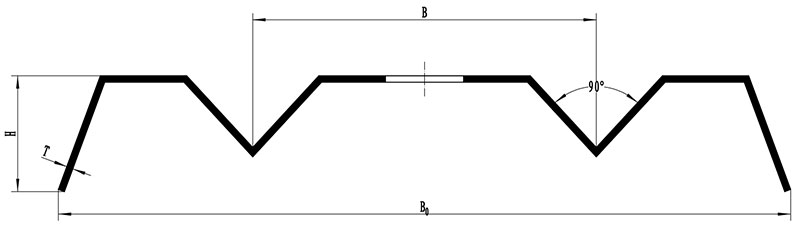
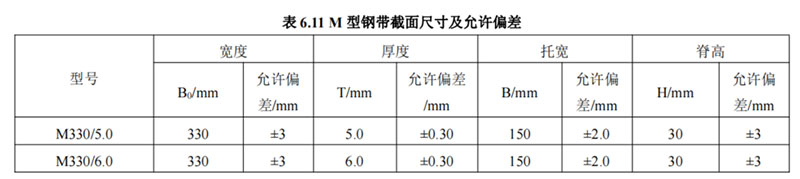
在機器的末端設置鋼帶的沖孔機構與切斷機構,,采用兩個液壓缸的動力分別可以完成鋼帶的沖孔和切斷工作,滿足自動和手動的沖孔及切斷要求,。結構應合理,,配件要求易更換。W型鋼帶切刀具備生產180mm,、280mm,、290mm、295mm,、320mm,、330mm的W型鋼帶能力;M型鋼帶切刀具備生產330mm的M型鋼帶能力,。
7.出料架
機器末端出料部設置出料架,,出料后實現自動整齊碼放,用于承托成品鋼帶,。
8.傳動系統(tǒng)
通過三臺11KW電機和三臺ZQ500減速機傳動,,采用鏈輪鏈條傳動帶動各組軋輥轉動。采用國內知名品牌變頻器進行調速控制,。
9.液壓系統(tǒng)
由國內知名品牌11kw電機,、油泵、油箱和液壓換向閥及管路等組成液壓站,,主要作用是按指令進行鋼帶的沖孔和切斷工作,。液壓站應采用先進的元件,經控制系統(tǒng)控制,,對滾扎成型的鋼帶能做到自動液壓沖孔,、定尺切斷,以生產出形狀美觀,、尺寸標準的優(yōu)質產品,。
10.電氣控制系統(tǒng)
整個電氣控制系統(tǒng)采用PLC全數碼控制。操作方式設自動和手動兩種,。保證鋼帶調正,、壓平,、推進、滾壓成型,、定尺,、沖孔、切斷等過程可一次性自動完成,,并設有自動計長和自動計數功能,。
11.配套備品備件
| 序號 | 名稱 | 規(guī)格型號 | 單位 | 數量 | 備注 |
| 1 | W型鋼帶成型模具總成 | W320 | 組 | 5 | 五道成型軸總成;包含軸鏈輪瓦盒壓輥上下共十道軸 |
| 2 | M型鋼帶成型模具 | M330 | 套 | 1 | 十五組壓輥兩組調整輥 |
| 3 | T型鋼帶切刀 | T140 | 副 | 1 | 配合油壓機使用 |
| 4 | W型沖頭模具 | φ35*55 | 套 | 1 | 鋼帶沖眼,Cr12Mov,,需進行熱處理加工,。 |
| 5 | M型沖頭模具 | φ40*60 | 套 | 1 | 鋼帶沖眼,Cr12Mov,,需進行熱處理加工,。 |
| 6 | W型沖頭模具 | φ25*80 | 套 | 1 | 鋼帶沖眼。Cr12Mov,,需進行熱處理加工,。 |
| 7 | W型沖頭模具 | φ35*80 | 套 | 1 | 鋼帶沖眼,Cr12Mov,,需進行熱處理加工,。 |
| 8 | W型沖頭模具 | φ60*80 | 套 | 1 | 鋼帶沖眼,Cr12Mov,,需進行熱處理加工,。 |
| 9 | W型沖頭模具 | φ30*100 | 套 | 1 | 鋼帶沖眼,Cr12Mov,,需進行熱處理加工,。 |
| 10 | W型沖頭模具 | φ35*100 | 套 | 1 | 鋼帶沖眼,Cr12Mov,,需進行熱處理加工。 |
| 11 | W型切刀 | 180 | 套 | 1 | W型鋼帶切刀,,Cr12Mov,,需進行熱處理加工。 |
| 12 | W型切刀 | 280 | 套 | 1 | W型鋼帶切刀,,Cr12Mov,,需進行熱處理加工。 |
| 14 | W型切刀 | 295 | 套 | 1 | W型鋼帶切刀,,Cr12Mov,,需進行熱處理加工。 |
| 13 | W型切刀 | 290 | 套 | 1 | W型鋼帶切刀,,Cr12Mov,,需進行熱處理加工,。 |
| 15 | W型切刀 | 320 | 套 | 2 | W型鋼帶切刀,Cr12Mov,,需進行熱處理加工,。 |
| 16 | M型切刀 | 330 | 套 | 2 | W型鋼帶切刀,Cr12Mov,,需進行熱處理加工,。 |
| 17 | T型鋼帶沖孔 | 34*60 | 套 | 2 | 配合油壓機使用 |
| 18 | W型切刀 | 330 | 套 | 1 | W型鋼帶切刀,Cr12Mov,,需進行熱處理加工,。 |
11. 設備的零部件選用業(yè)內知名品牌的通用系列產品。
12. 設備具有足夠的強度,,有高的穩(wěn)定性和可靠性,。
13. 不使用高耗能淘汰類電動機及其他電氣設備。
六,、安裝,、培訓服務
1.供貨方提供安裝調試服務,對需方各種規(guī)格鋼帶進行試驗,,調試設備使其滿足技術要求和使用要求,,并負責培訓其技術人員。
2.現場培訓:供貨方安裝工程師在現場為使用方安裝設備時,,手把手的指導使用方技術人員進行設備操作,、維護保養(yǎng)及機械、電氣原理講解,,使之能迅速勝任設備正常操作,,并能做好日常維護工作。
3.免費為使用方培訓維護,、操作人員,,并提供長期技術指導。
七,、技術資料及質保期
1.使用及維修說明書(附圖:設備安裝基礎圖,、電氣原理圖、控制系統(tǒng)圖等相關圖紙),。
2.設備供貨方運送到使用方規(guī)定的地點,,由使用方負責卸車?;A準備,,供貨方負責整套系統(tǒng)的安裝工作,使用方積極配合,;設備保質期為到廠安裝調試并驗收合格后12個月,如因設備質量原因造成故障,,保質期順延,;產品具有完善的售后服務,有專人負責售后服務工作,,并提供配件明細及單價,。
3.供貨方根據使用方的需求長期提供服務及培訓;在保質期內,,設備出現故障時,,只要收到使用方的通知,必須及時答復,;如使用方排除不了故障,,供貨方在24小時內派技術人員現場解決。若因質量問題造成設備故障,,由供貨方賠償使用方的經濟損失,。
4.對質保期滿后的維修服務,供貨方應做到在收到維修通知后指派專業(yè)技術人員24小時內到達現場,,對設備進行協(xié)助維修,,以最優(yōu)惠的價格提供零部件和服務。必要時使用方可派技術人員到供貨方進行現場培訓學習,。保證常年提供設備所需要的配件,,并保證所提供配件的質量。
聯(lián)系人:張經理
手機:15588758615
電話:0537-2582299
網址:222212.cn

 公司新聞
公司新聞 行業(yè)資訊
行業(yè)資訊 常見問題
常見問題