濟(jì)寧山一重工機(jī)械有限公司
Jining Shanyi Heavy Industry Machinery Co., Ltd
咨詢服務(wù)熱線:
15588758615
Jining Shanyi Heavy Industry Machinery Co., Ltd
15588758615
Product classification

一、全自動數(shù)控錨網(wǎng)編織焊接窩邊(焊環(huán) 兩邊耳環(huán))網(wǎng)機(jī)配置
1.功能配置:
(1)單臺套設(shè)備升級改造后應(yīng)配置放線盤15-18套,、編織機(jī)1套,、焊接機(jī)1套(焊接電極)、剪網(wǎng)機(jī)(帶自動落料架),,包含但不限于以上部件,。
(2)設(shè)備最大加工寬度尺寸為1280mm,加工長度不限,。網(wǎng)格尺寸80mm×80mm,,加工速度不低于1.0m/min。
(3)在硬件加工能力允許范圍內(nèi),,可通過靈活調(diào)整電氣控制模式,,實現(xiàn)不同規(guī)格尺寸的金屬網(wǎng)片加工。除實現(xiàn)自動控制外,,在手動控制模式下,,不同工序環(huán)節(jié)可實現(xiàn)手動控制。
二,、全自動數(shù)控鋼筋編織焊接窩邊(焊環(huán)邊)網(wǎng)機(jī)技術(shù)要求:
2.技術(shù)要求:
(1)設(shè)備運行穩(wěn)定,,自動化程度高。設(shè)備整體采用PLC程序控制,,實現(xiàn)縱(經(jīng))絲進(jìn)絲,、壓花,剪斷部位握邊由人工完成,,橫絲穿絲,、剪斷,網(wǎng)格焊接,、彎圈和彎邊兩種功能同時實現(xiàn),、另外焊環(huán)、剪斷,、落料等環(huán)節(jié)自動化運行,??v絲進(jìn)絲、橫絲穿絲,、兩側(cè)握環(huán)工序采用PLC運算控制完成,,速度可調(diào)??刂颇J椒譃樽詣涌刂坪褪謩涌刂?,手動控制模式下,各工序不應(yīng)相互干擾,。設(shè)備可根據(jù)編織網(wǎng)長度,、寬度等尺寸實現(xiàn)靈活快速調(diào)整生產(chǎn)規(guī)格。
本機(jī)自動化簡述:經(jīng)絲自動入絲,,緯絲自動入絲,,緯絲自動剪斷,數(shù)控送經(jīng),,數(shù)控變繒,數(shù)控剪斷機(jī),,數(shù)控折2個耳環(huán)邊180°,,數(shù)控焊接十字交叉部位,數(shù)控自動焊接耳環(huán)(180°),, 數(shù)控間隔N根緯絲不穿網(wǎng),,數(shù)控?zé)o緯絲焊接,數(shù)控剪斷(本機(jī)闡述無需人工接入,,全自動化機(jī)器完成),。
(2)設(shè)備整體設(shè)計合理。設(shè)備具有整體底盤結(jié)構(gòu),,壓花,、焊接、剪切三部分布置在一個整體底盤上,,且三部分的外框架通過花籃螺栓前后相互連接,,實現(xiàn)框架相對位置前后調(diào)節(jié)。焊接段,、剪切段設(shè)置獨立的前后移動的油缸,,可根據(jù)金屬網(wǎng)的規(guī)格通過操作臺控制前后平滑調(diào)整位置。
(3)采用液壓系統(tǒng)參與自動控制,。設(shè)備安裝液壓站一臺,,代替老式編網(wǎng)機(jī)曲柄連桿機(jī)構(gòu),液壓站通過控制油缸輔助實現(xiàn)編織部分提線架的上,、下控制以及橫絲的往前推絲,、到位切斷等功能,,控制靈活。液壓站泵頭,、閥件采用國內(nèi)知名品牌,,泵箱下方加工整體式集油槽,油污嚴(yán)禁落地,。
(4)橫絲校直穿絲速度快,。橫絲校直部分采用拐彎式伺服控制校直穿絲機(jī)構(gòu),以推網(wǎng)板側(cè)立面為穿絲面,,使用強(qiáng)性磁鐵作為橫絲行走軌道,。應(yīng)用拐彎機(jī)構(gòu)使橫絲絲盤放置在設(shè)備后面,與其它絲盤放在一起,,減少空間占用,。伺服電機(jī)控制使穿絲速度快,立面強(qiáng)磁軌道使穿絲過程中不會產(chǎn)生阻礙,。橫絲經(jīng)過調(diào)直輪較直,,直線度不低于1%。
(5)壓花進(jìn)絲機(jī)構(gòu)采用伺服控制二級齒輪減速,。壓花進(jìn)絲機(jī)構(gòu)采用兩級齒輪減速,,在一個渦輪蝸桿減速機(jī)的后面另外增加一組減速齒輪,避免使用一級減速時齒輪力矩過大容易發(fā)生磨損機(jī)械故障的風(fēng)險,。伺服電機(jī)控制使進(jìn)絲速度可調(diào)節(jié)
(6)剪斷部分外側(cè)使用自動落料架,。在剪斷機(jī)外側(cè)安裝自動落料架,未剪斷的編織網(wǎng)通過剪斷機(jī)后運行在自動碼放架上,,當(dāng)金屬網(wǎng)剪斷的瞬間,,碼放架機(jī)構(gòu)動作拓寬展開,金屬網(wǎng)豎直掉落在下方準(zhǔn)備好的推車上,,即實現(xiàn)自動落料,,又避免與后一張金屬網(wǎng)相互造成工序干擾。
(7)焊接部分配置設(shè)計合理,。電阻焊接部分,,一是電極移動壓接采用大容量氣缸,缸體采用分體式設(shè)計,,動作靈活控制力強(qiáng),,氣缸中下側(cè)加裝LED照明燈帶方便夜班工作。二是壓縮空氣緩存裝置采用大容量儲氣緩沖裝置,,保證氣缸動作時足夠的氣壓,,使得氣缸動作同步和穩(wěn)定。三是控制焊接電壓的晶閘管采用700A容量或以上型號,確保電阻焊接一次成型,。四是焊接變壓器單臺容量不低于150Kva,單臺變壓器控制電極回路不得大于4路,,變壓器和銅底座連接要用銅排過度連接。
(8)各工序配合協(xié)調(diào)速度快,。設(shè)備運行時各環(huán)節(jié)協(xié)調(diào)配合,,出網(wǎng)速度快,按80mm網(wǎng)格尺寸計算,,每分鐘可編織焊接金屬網(wǎng)縱向長度不少于1.0m,。設(shè)備自動運行模式下,切網(wǎng)環(huán)節(jié)設(shè)備需停機(jī)0.3秒,,整臺設(shè)備僅需一人在剪切完成落料后輔助落料整齊,,同時負(fù)責(zé)巡檢工作,設(shè)備除開關(guān)控制柜安裝急停開關(guān)外應(yīng)在巡查位置加裝兩處急停開關(guān)以應(yīng)急停機(jī)使用,,其它環(huán)節(jié)取消人員,。
(9)實現(xiàn)自動折彎功能。根據(jù)防沖編織焊接直連網(wǎng)的加工技術(shù)要求,,在橫絲穿絲,、兩側(cè)橫絲自動折彎,使得橫絲兩側(cè)根據(jù)要求彎折210度,,彎折后交叉處應(yīng)密貼,,間隙不大于1mm。兩側(cè)實現(xiàn)同步握邊,,確保握邊效率。
三,、整套設(shè)備基本配置圖:
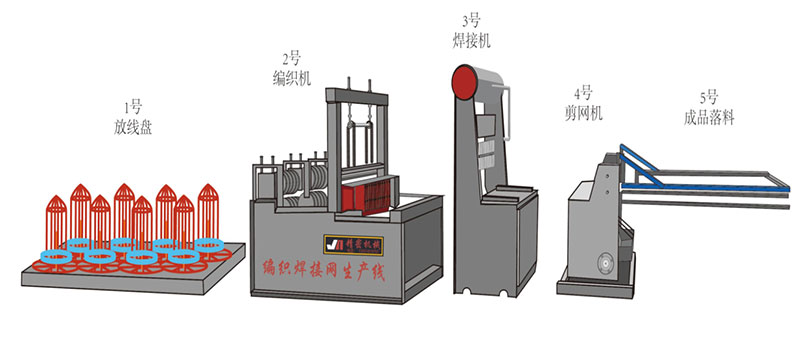
(一)設(shè)備基本布置圖
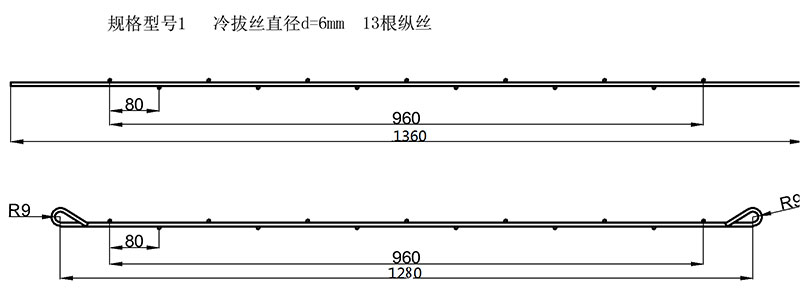
(二)機(jī)型一編網(wǎng)示意圖
四,、基本參數(shù)
1.自動鋼筋焊接編織網(wǎng)片生產(chǎn)線基礎(chǔ)技術(shù)參數(shù)
| 序號 | 項 目 名 稱 | 技 術(shù) 指 標(biāo) | 備 注 |
| 1 | 電源 | AC380V 50HZ | |
| 2 | 整機(jī)功率 | 23KW | |
| 3 | 控制系統(tǒng) | PLC(XC5型)觸摸屏智能全自動控制 | |
| 4 | 工作產(chǎn)量 | 每9小時≥800m2 | |
| 5 | 加工尺寸 | 寬0.6m-1.28m,長度任意可調(diào) | |
| 6 | 操控方式 | 可遠(yuǎn)程控制 |
1.1原材料儲料盤
| 序號 | 項 目 名 稱 | 技 術(shù) 指 標(biāo) | 備 注 |
| 1 | 材質(zhì) | Q195 Q235 HPB300 | 承重≥1T |
| 2 | 圓盤直徑 | ?1.0m | |
| 3 | 軸承 | NSK6603AV |
1.2編織主機(jī)
| 序號 | 項 目 名 稱 | 技 術(shù) 指 標(biāo) | 備 注 |
| 1 | 電源 | AC380V 50HZ | |
| 2 | 編織絲徑 | ?4.8mm-?6.35mm | |
| 3 | 編織孔徑 | 根據(jù)產(chǎn)品需求可調(diào) | |
| 4 | 編織類型 | 雙向彎曲(采用Cr12鉬釩軋絲) | |
| 5 | 軋絲軸徑 | ?112mm,,45號鋼調(diào)直精車外圓精磨 表面鍍洛 | |
| 6 | 軋絲輪軸徑 | ?112mm | |
| 7 | 軋絲輪材質(zhì) | Cr12鉬釩 | |
| 8 | 編織速度 | 18-25次/min | |
| 9 | 緯線電機(jī) | 7.5KW(采用最新款齒輪傳動機(jī)構(gòu)傳動RV二級變速,,伺服電機(jī)送徑絲,理論輸出功率扭矩可達(dá)12000NM),。 | |
| 10 | 緯絲方向 | 90°拐角 不占地方 | |
| 11 | 徑線電機(jī) | 3.8KW(采用齒輪傳動RV一級變速,,伺服送徑) | |
| 12 | 橫絲入料 | PLC數(shù)控伺服電機(jī)軋絲自動切斷 | |
| 13 | 送緯方式 | 采用新型可調(diào)形成傳動,雙側(cè)齒輪傳動變棕,,雙齒輪保證曲軸強(qiáng)度,。 | |
| 14 | 編網(wǎng)長度 | PLC 數(shù)控設(shè)定長度自動切斷 | |
| 15 | PLC操控系統(tǒng) | 采用JL2021最新編織操作系統(tǒng),更加人性化,,簡單易操作,。 |
1.3焊接主機(jī)
| 序號 | 項 目 名 稱 | 技 術(shù) 指 標(biāo) | 備 注 |
| 1 | 電源 | AC380V 50HZ | |
| 2 | 控制方式 | PLC 數(shù)控可匹配遙控器遠(yuǎn)程操控 | |
| 3 | 焊接變壓器功率 | 150kva | |
| 4 | 變壓器類型 | JM工頻澆筑式變壓器 | |
| 5 | 焊頭大小 | 40mm*40mm*40mm水冷 | |
| 6 | 焊接定位 | 具備焊接定位功能 | |
| 7 | 防粘連 | 具備焊接防粘連功能,防止粘連銅座 | |
| 8 | 冷卻方式空調(diào)冷 | 水冷焊機(jī)、水冷下焊銅座 | |
| 9 | 焊接下壓方式 | 氣動焊接 | |
| 10 | 變壓器燒容測量 | 附帶燒容測量端子 | |
| 11 | 高強(qiáng)度儲氣裝置 | 儲氣罐采用大容量 防爆罐焊接 | |
| 12 | 焊接牢固度 | 融深度可調(diào) |
1.4自動切網(wǎng)機(jī)
| 序號 | 項 目 名 稱 | 技 術(shù) 指 標(biāo) | 備 注 |
| 1 | 電源 | AC380V 50HZ | |
| 2 | 控制方式 | PLC 數(shù)控可匹配遙控器遠(yuǎn)程操控 | |
| 3 | 最大切絲直徑 | ?8mm | |
| 4 | 切斷功率 | 5.5KW/剎車電機(jī) | |
| 5 | 落片方式 | 切斷自動落片 | |
| 6 | 切斷速度 | ≤1秒 | |
| 7 | 切斷方式 | 節(jié)能型切斷機(jī),,只在切斷時工作 |
1.6 PLC控制柜
| 序號 | 項 目 名 稱 | 技 術(shù) 指 標(biāo) | 備 注 |
| 1 | 電源 | AC380V 50HZ | |
| 2 | 控制器 | PLC編程控制器 | |
| 3 | 顯示屏 | 工業(yè)級嵌入式觸摸屏 | |
| 4 | 斷路器 | 500A | |
| 5 | 繼電器 | 歐姆龍AC220V | |
| 6 | 伺服控制器 | 采用JL2021最新編織操作系統(tǒng),,抗干擾焊接模塊。 |
| 軋花焊接機(jī)配置清單 | |||
| 名稱 | 型號 | 數(shù)量 | 備注: |
| 編網(wǎng)主機(jī) | JM-1280 | 1臺 | 14-18根絲帶折邊耳環(huán) |
| 焊網(wǎng)主機(jī) | JM-1280 | 1臺 | 14-16焊接點 |
| 剪網(wǎng)機(jī) | JM-1300 | 1臺 | |
| 鱷魚焊接機(jī) | 1套 | 兩側(cè)焊接耳環(huán) | |
| 循環(huán)水泵 | JM750W | 1個 | |
| 放絲架 | 600KG | 18個 | |
| 放絲架底座 | 3套 | 2大1小 | |
| 壓力軸承 | 14-18套 | ||
| 電箱 | PLC | 1套 | |
| 對焊機(jī) | JM-D | 1臺 | |
| 整體固定平臺 | JM-T | 1套 | |
| 易損件及工具 | 隨機(jī) | 若干 | |
| 斷線鉗 | 1套 | ||
3.3.1自收到定金之日起25天到35交貨(不含年假),。
3.3.2主機(jī)塑料薄膜包裝,,配件 電柜 防水包裝。
3.3.3在我方廠內(nèi)提貨,,我公司負(fù)責(zé)聯(lián)系車輛及裝車,,并安排運輸設(shè)備到客戶公司所在地,運輸費用由需方承擔(dān),。
3.4設(shè)備安裝和調(diào)試
我公司負(fù)責(zé)首次安裝調(diào)試及人員培訓(xùn),,內(nèi)容如下:
(1)對客戶所購設(shè)備的機(jī)械及電氣線的檢查并安裝。
(2)按客戶設(shè)備要求進(jìn)行調(diào)試,,直至正常生產(chǎn),,對客戶操作人員進(jìn)行指導(dǎo)和培訓(xùn)。
(3)原機(jī)型增加配置物料需另行支付成本費用
3.5客戶提供
請在調(diào)試設(shè)備之前做好以下準(zhǔn)備工作:
(1)根據(jù)設(shè)備布局圖準(zhǔn)備地基并簡單安裝,。
(2)備好外接電源與主控柜之間的電源線,。
(3)提供滿足設(shè)備要求的原材料及必要的操作工具。
(4)安裝好氣源設(shè)備,、水冷設(shè)備及其它輔助設(shè)備,。
3.6貨款結(jié)算
預(yù)付合同總金額的35%,余款提貨時一次性付清(只接受現(xiàn)金),。
3.7設(shè)備顏色
3.7.1機(jī)器主體顏色為精密機(jī)械品牌標(biāo)準(zhǔn)淺灰色系,,其中少數(shù)特殊零部件為黃色、黑色或銀色,。
3.8保修期
保修期自設(shè)備出廠日期起8小時×360天,,易損件缺相高低壓虧水除外。
聯(lián)系人:張經(jīng)理
手機(jī):15588758615
電話:0537-2582299
網(wǎng)址:222212.cn

 公司新聞
公司新聞 行業(yè)資訊
行業(yè)資訊 常見問題
常見問題